Teorija je jedno i to je u redu, ali praksa je nešto sasvim drugo. Zvuči poznato? Ko vam ovo kaže za sušenje drveta, taj ne poznaje ni teoriju ni praksu. Zbog sasvim jednostavnog razloga: teoretska znanja moraju se primenjivati u procesu sušenja drveta. Značajno olakšanje je što je najveći deo tih znanja već sadržan u opremi sušare, kao i načinu i programima upravljanja. Ne sme se, međutim, ni sve prepustiti automatici. Činjenica da je vrednost građe često veća od vrednosti same sušare to ne dozvoljava. Retko se događa da čitava šarža bude upropaštena (ne zaboravite ipak da je dovoljno da se to desi samo jednom!), ali se po pravilu javlja duže trajanje sušenja i veća potrošnja energije. Svi proizvođači u svojim uputstvima traže od korisnika da se ljudski faktor uključi u sam proces sušenja, jer automatika nije svemoguća, upravo zato što postoje određene razlike u teoretskom i praktičnom pristupu ili preciznije rečeno zbog nemogućnosti da se teoretska znanja pretoče u savršenu opremu. Naredni primeri to ilustruju.

Naravno da je potrebno poći od vlažnosti drveta. Zanemarimo ovde, kao opšte poznat, problem nepreciznosti elektrovlagomera u visokim područjima vlažnosti, već će biti istaknuto nešto drugo. Vlažnost drveta, jer je ono “živ” materijal, varira između dasaka u sušari, varira po debljini i dužini građe. Varijacija vlažnosti po debljini građe je dovela do dva pristupa proizvođ ača opreme: jedni propisuju da se sonde ubadaju na 1/2 debljine, a drugi na 1/3. U prvom slučaju sonde će meriti maksimalnu vlažnost što praktično daje opreznije, ali duže sušenje, a u drugom tzv. srednju vlažnost što je nešto rizičnije, ali brže. Dalje, većina proizvođača grupiše sve vrste drveta u četiri klase što je svakako uopštavanje, i neke vrste jednostavno odstupaju od predviđenih krivih. Varijacije svojstava u okviru iste vrste drveta su dodatni razlog odstupanja, ali i npr. prisustvo reakcionog drveta na mestu gde je sonda ubodena može biti uzrok lošeg merenja.
Uzorkovanje materijala (određivanje koje će daske biti kontrolne) je od izuzetne važnosti. Naravno da je bolje koristiti što veći broj sondi, ali je primarna stvar gde se one ubadaju, a ne koliko ih ima. Potpuno slučajan odabir dasaka će dati najpribližniju vrednost srednjoj vlažnosti građe. Ne sme se, međutim, zaboraviti cilj sušenja. Najčešće je potrebno imati srednju vlažnost, ali ukoliko je zbog dalje proizvodnje potrebno da npr. nijedna daska ne bude na kraju sušenja vlažnija od 12%, onda je mnogo bolje za kontrolne izabrati najvlažnije daske u šarži.
Mesto i način ubadanja sondi u izabranu dasku su takođe bitni. Neka novija istraživanja pokazuju da je svejedno da li se sonde ubadaju upravno ili paralelno sa vlakancima, u čelo daske, na 10cm ili 1m od čela... Ipak, preporuka je držati se uputstva proizvođača. Potrebno je pri tom imati u vidu da, ukoliko daska sadrži i radijalne i tangencijalne delove, ubadanje u tangencijalni deo može dati nerealne rezultate, jer se tangencijalni delovi brže suše.
Oglas
Postoji i problem preciznog merenja vlažnosti vazduha. Greške merenja vlažnosti vazduha mogu dovesti i do grešaka sušenja. U sušarama se najčešće meri ravnotežna vlažnost (EMC, Ugl). Osnovna prednost ovog metoda je jednostavnost. Pločice (kartončići) koje se koriste za merenje ravnotežne vlažnosti su od celuloznih vlakana. Ova se vlakna ponašaju potpuno isto kao i drvo (primaju ili otpuštaju vlagu u zavisnosti od klime vazduha) što nosi sa sobom dve mane ovog postupka: inerciju i histerezis sorpcije. Ovo znači da pločicama treba određeno vreme (15-20 minuta) da reaguju na vazduh koji cirkuliše, kao i da se različito ponašaju pri primanju odnosno otpuštanju vlage. Ukoliko se vazduhu u sušari snizi relativna vlažnost sa jedne na drugu, nižu vrednost, a potom vrati na isto, ravnotežna vlažnost koju mere pločice će biti niža nego na početku iako su ponovo uspostavljeni isti parametri klime. Pored ovih nedostataka, sva istraživanja pokazuju da vrednosti ravnotežne vlažnosti odgovaraju relativnoj vlažnosti vazduha samo u opsegu 20-85%. Van ovog opsega (u fazi zagrevanja, kondicioniranja) podatke koje daju pločice treba uzeti sa rezervom.
|
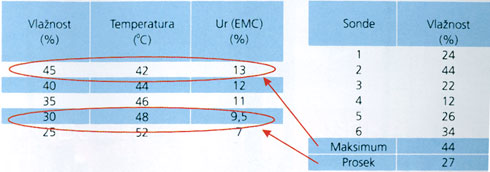
Tabela – Primer uticaja izbora aktivnih sondi na parametre sušenja |
|
|
Sledeći bitan parametar je temperatura vazduha, jedan od glavnih parametara za vođenje procesa. Osim što služi kao parametar režima sušenja, izmerena temperatura vazduha služi i za kompenzaciju merenih vrednosti vlažnosti drveta i ravnotežne vlažnosti. Razlog je što električni otpor (preko koga se posredno određuje vlažnost drveta) zavisi i od temperature. Uglavnom su u sušari temperatura vazduha i temperature pločica i građe dovoljno bliske da je greška koja se pravi korišćenjem temperature vazduha za kompenzaciju zanemarljiva. Ipak, tokom faze zagrevanja temperatura drveta je niža (ponekad i značajno niža) od temperature vazduha što dovodi do toga da automatika pokazuje niže vrednosti vlažnosti drveta od realnih. Pošto se ovo događa kada je drvo još uvek sirovo, elektrovlagomeri su svejedno neprecizni tako da ova greška merenja ne dolazi do izražaja. Tokom hlađenja se događa obrnuto, pa elektrovlagomeri pokazuju više vrednosti od realnih. Zbog toga je uvek potrebno te podatke uzeti sa rezervom ili sačekati nekoliko časova pre konačnog merenja vlažnosti.
Uticaj izbora režima sušenja, bez obzira da li se koristi proizvođački ili modifikovani režim, na brzinu i kvalitet sušenja je ogroman. Posle izbora režima, tokom sušenja neophodno je pratiti i po potrebi menjati parametre sušenja, ali i pažljivo posmatrati vrednosti koje pokazuje svaka sonda.
U tabeli je pokazano na primeru koliko se razlikuju parametri u sušari u zavisnosti da li se sušenje vodi po najvlažnijoj dasci ili po prosečnoj vrednosti. U slučaju vođenja po maksimalnoj vrednosti parametri bi u sušari bili daleko blaži (temperatura 42ºC, ravnotežna vlažnost 13%) nego ukoliko se sušenje vodi po prosečnoj vlažnosti (temperatura 50ºC, ravnotežna vlažnost 8%). Dakle, odabir koje će sonde biti aktivne u pojedinim fazama sušenja može presudno uticati na brzinu, odnosno kvalitet sušenja. Proizvođači opreme su odavno shvatili da je korisnik jednako bitan kao i automatika i kreiraju softvere koji su sve pregledniji i lakši za korišćenje. Čini se da je sada glavni problem što, paralelno sa svim unapređenjima moguć nosti opreme, teoretska i praktična znanja korisnika idu u suprotnom smeru.