Elektrostatičko lakiranje drveta prskanjem koristi princip po kojem se suprotno naelektrisane čestice privlače, dok se jednako naelektrisane čestice odbijaju. Naime, osnovni princip svih elektrostatičkih postupaka prskanja sastoji se u tome da se premaz "prenosi" uz pomoć električnog polja visokog napona jednosmerne struje, koje se formira između uređaja za prskanje i obradka, pri čemu čestice premaza "prate” linije električnog polja (slika 1).
|
|
|
Slika 1. Postupkom elektrostatičkog prskanja (a) naelektrisane čestice premaza deponuju se na poleđini obradka. Čestice premaza koje kod konvencionalnog metoda |
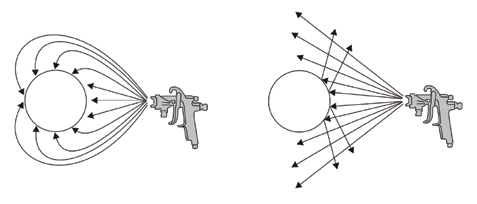
Kod elektrostatičkog prskanja katodu predstavlja raspršivač na koji se dovodi visoki napon (između 50 i 120kV), a anodu predstavlja uzemljeni obradak.
Osnovna pretpostavka za primenu elektrostatičkog prskanja je odgovarajuća provodljivost obradka koji se lakira, koja u velikoj meri zavisi od vlažnosti drveta. Kod mekog drveta vlažnost mora da iznosi 10-12%, a kod tvrdog drveta 6-10%. Postupkom prethodnog navlaživanja, kratkotrajnog površinskog parenja ili bajcovanjem vlažnost u spoljašnjim zonama obradka se u dovoljnoj meri povećava, tako da uspešno može da se primeni ovaj način prskanja. U proizvodnji građevinske stolarije povećanje provodljivosti drveta delimično se postiže grundiranjem (uz dodatak lakoprovodljivih supstanci), kao što je na primer grafit.
Oglas
|
ZAŠTO ELEKTROSTATIČKO PRSKANJE? Ako za lakiranje koristite više od 50 kg premaza nedeljno, nabavka je rentabilna, jer elektrostatičko prskanje nudi značajne prednosti:
|
Elektrostatičkim prskanjem možete da nanosite sve vrste bajceva i premaza. Kada nanosite bajceve treba, ipak, da obratite pažnju na neophodna podešavanja, zavisno od vrste bajca. Bajcevi na bazi organskih rastvarača ponašaju se drugačije nego vodeni bajcevi. Dobro se nanose, jer odgovarajućim izborom rastvarača mogu da se podese za elektrostatičko prskanje. Zbog malog površinskog napona lakše se nanose nego vodeni bajcevi, prodiru bolje u površinu i ne uklanjaju se lako ni sa masnih ili smolovitih mesta. Nanošenje vodenih bajceva zahteva naročite mere izolacije rezervoara za premaz, provodnika i raspršivača, kako elektrostatičko polje ne bi bilo ometano dodatnim pražnjenjem.
 |
|
Slika 2. Uređaj za ručno elektrostatičko prskanje potpomognuto airless pumpom |
Elektrostatičko prskanje može da se izvodi kao čisto elektrostatički postupak ili kao elektrostatički podržano prskanje. U prvom slučaju premaz se raspršuje samo elektrostatičkim silama i tako dovodi na površinu za lakiranje. U drugom slučaju premaz se konvencionalno raspršava (vazdušno, airless, airmix), uz istovremeno ili naknadno električno naelektrisanje (slika 2). Kod ovog postupka premaz se ne raspršava pomoću sila električnog polja, već čisto mehanički. Elektrostatičko polje između uređaja za raspršivanje i obradka služi samo za naelektrisanje premaza i za "vođenje" naelektrisanih kapljica do površine.
Ovaj sistem upotrebljava se za ručno ili automatsko lakiranje. Visokonaponska elektroda, smeštena u raspršivaču, zahteva pouzdanu izolaciju i povezivanje sa uzemljenjem. Kod ručnog pištolja uzemljena je drška, a kod automatskog raspršivača najčešće telo raspršivača. Za izolaciju se koriste cevi od sintetičkog materijala, a i mlaznica i kapa za vazduh napravljeni su od sintetičkog materijala.
Elektrostatički visokorotacioni sistemi raspršivanja
Ovi sistemi za raspršivanje sjedinjuju na najbolji način prednosti optimalnog raspršivanja i elektrostatičkog nanošenja premaza. Premaz se uz pomoć brzorotirajućih zvona ili diskova mehanički raspršava i radijalno "odbacuje" do ivice zvona ili diska. Kapljice premaza, koje napuštaju raspršivač, naknadno se ubrzavaju usled električnog polja.
Raspršivač centrifugalno "zavitla" kapljice premaza paralelno na površinu predmeta obrade. Vazdušnom zavesom prstenastog oblika (uz pomoć vazduha za usmeravanje) kapljice premaza se skreću na predmet obrade i usled delovanja električnog polja transportuju i slažu na njegovu površinu.
Naelektrisanje premaza se postiže kontaktnim naelektrisanjem ili koronarnim naelektrisanjem posle raspršivanja. Premaz se dovodi na elektrodu sa unutrašnje strane rotirajućeg raspršivača (zvona ili diska) i usled postojećih centrifugalnih sila prenosi do ivice za raspršivanje.
|
KARAKTERISTIKE ELEKTROSTATIČKOG PRSKANJA Kod elektrostatičkog prskanja čestice laka se naelektrišu negativnim naelektrisanjem i na taj način skupljaju se na pozitivno uzemljenom predmetu obrade. Nije samo prednja strana lakirana, već na primer kod cevi, istovremeno i kompletna zadnja strana obradka. U praksi to znači veliku uštedu materijala i vremena, ravnomerno nanet lak na površinu i značajno povećanje produktivnosti. Elektrostatički pištolji postoje sa airmix i konvencionalnim vazdušnim raspršivanjem. Standardni elektrostatički uređaj za prskanje sastoji se iz pumpe, napajanja strujom, pištolja za prskanje i dva creva.
Kod elektrostatičkog prskanja lakirer i obradak moraju da budu uzemljeni, na taj način ne može da se stvori električni naboj. Sigurnost lakirera garantovana je preko drške pištolja, koja je napravljena iz smeše plastike i ugljenika i na taj način je elektroprovodna i predstavlja pouzdano uzemljenje. Obradak koji se lakira mora da bude spojen sa uzemljenjem pomoću čiste metalne kleme. |
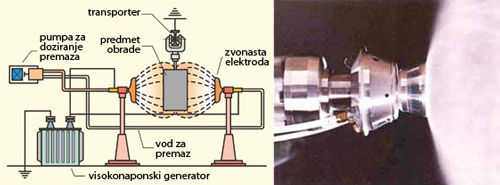
Elektrostatički visokorotacioni sistem sa zvonima
Ovaj sistem se upotrebljava kod automatizovanog serijskog lakiranja obradaka sa većim zahtevima u pogledu kvaliteta razlivanja premaza.
Visokorotaciona zvona za raspršivanje, prečnika 30 do 80 mm, imaju do 40.000 o/min. i omogućavaju, za razliku od spororotirajućih, značajno finije raspršivanje premaza (slika 3). Omogućena je obrada svim konvencionalnim i savremenim premaznim sistemima (kao i vodenim premazima), pri čemu količina protoka materijala može da varira u širokom dijapazonu. Naelektrisavanje premaznih materijala nastaje naelektrisanjem provodnika, tj. direktnim kontaktom sa zvonom pod dejstvom visokog napona.
 |
|
Slika 3. Elektrostatički stacionarni uređaj sa visokorotirajućim zvonima: (a) shema, |
Za regulisanje širine i homogenosti raspršenog mlaza (i time raspodele debljine sloja) kod visokorotacionih sistema za raspršivanje sa zvonima stoji na raspolaganju dodatni "vazduh” koji struji iz otvora prstenastog oblika postavljenih iza zvona, koaksijalno na osu zvona.
Dobri rezultati obrade postižu se kada su raspršene kapljice premaza sa srednjim prečnikom između 30 i 40μm, što se postiže kada zvona imaju rotaciju od 18.000 do 35.000o/min, u zavisnosti od vrste premaza, tj. od površinskog napona premaza.
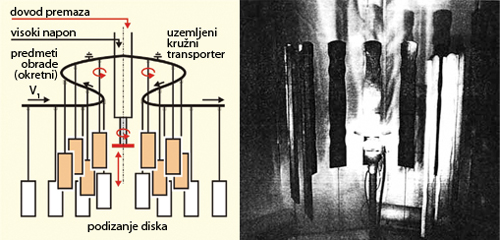
Elektrostatički visokorotacioni sistem sa diskovima
Ovaj sistem, kao i čisto elektrostatički sistem sa diskovima, radi po sistemu OMEGA putanje (slika 4). Predmeti koji se lakiraju elektrostatičkim prskanjem, uzemljeni su na kružnom visećem transporteru oblika tzv. omega petlje, i kreću se oko vertikalno pokretnog visokorotacionog diska, a istovremeno se i sami okreću. Na ovaj način se predmeti obrade obrađuju istovremeno sa svih strana. Površine obradaka koji nisu dobro lakirani naknadno se tretiraju ručnim prskanjem na zidnom prskalištu.
 |
|
Slika 4. Elektrostatički uređaj sa visokorotacionim diskom: (a) shema, (b) izgled uređaja |
Visokorotacioni diskovi za raspršivanje su prečnika od 150-250mm i rotiraju sa oko 20.000o/min, po istom mehanizmu kao i visokorotaciona zvona. Ovaj sistem lakiranja se preporučuje kada čisto elektrostatički sistem sa diskovima ne može da ispuni zahteve obrade, na primer kada se koriste vodeni premazi ili kada je potrebno da se premaz ravnomerno raspodeli na površini obradka kod proizvoda sa prisutnim Fardejevim šupljinama.
Prednosti lakiranja elektrostatičkim prskanjem su:
- dobro raspršivanje materijala,
- bolje "obavijanje” obradka (sveobuhvatnost obrade), sa smanjenim rasturom materijala,
- veći kapacitet rada, jer se predmet obrađuje i sa strane suprotne od one na koju se premaz usmerava.
Nedostaci su:
- neophodna velika preciznost u određivanju parametara prskanja, kao što su naelektrisanje, pritisak prskanja, brzina vazduha odsisavanja i rastojanje pištolja od obradka. Ako ti parametri nisu podešeni "obavijanje” obradka premazom je nedovoljno, tako da ne dolazi do smanjivanja rastura premaza,
- pogodni su samo obradci sa jednostavnijim geometrijskim oblikom; naime, ako su uglovi oštri formiraju se zone elektrostatičke "senke”, koje skreću kapljice premaza, sprečavajući njihovu depoziciju i formiranje uniformnog filma. Osim toga, u šupljinama, zbog efekta Faradejevog kaveza, ne formira se elektrostatičko polje, tako da se na ta mesta remaz ne nanosi.